值得信赖的冷拉钢材料专业供应商
专业生产各种规格的冷拉钢产品
全国免费咨询热线
158-0619-2288
133-3877-2288
值得信赖的冷拉钢材料专业供应商
专业生产各种规格的冷拉钢产品
专业生产各种规格的冷拉钢产品
158-0619-2288
133-3877-2288
专业生产各种规格的冷拉钢产品

联系人:俞晓红
手机:13861836900
传真:0510-85263588
邮箱:sales@chang-yuan.cn
网址:www.wuxichangyuan.com
地址:无锡市高新技术开发区硕放工业园杨家湾二路
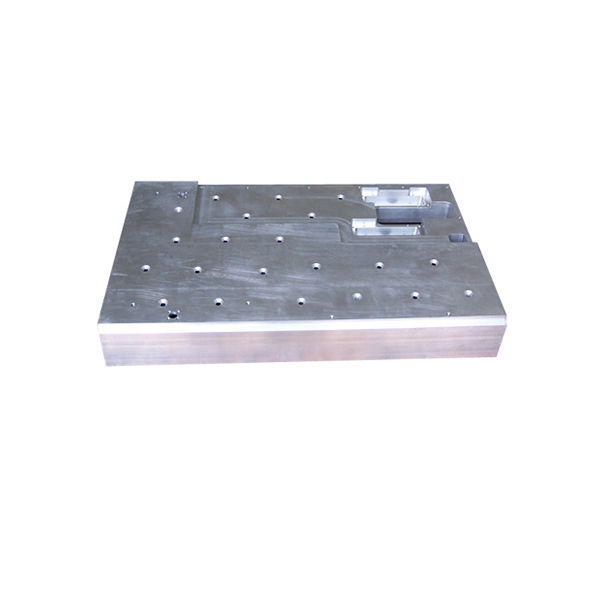
该铸造方法具有材料范围广的特点,可生产各种铸钢件、各种铝合金、铁合金和坩埚合金。对于塑性差的脆性合金材料,如普通铸铁,铸造也是可行的成型工艺。钢铸件具有一定的尺寸精度。在一般情况下,它们比普通锻件和焊接件更准确。此外,铸钢件的生产加工成本低,综合经济效益好,能源材料的消耗和成本低于其他金属成形方法。
铸钢件的熔点较高,相应的铸造温度也较高。钢水与模具材料在高温下相互作用容易产生粘砂缺陷。因此模具应选用耐火度较高的人造石英砂,模具表面应刷上石英粉或锆砂粉涂料。为了减少气源,提高钢水的流动性和模具的强度,大部分铸钢件都是在干型或快干型模具中铸造的,如CO2硬化水玻璃砂型。
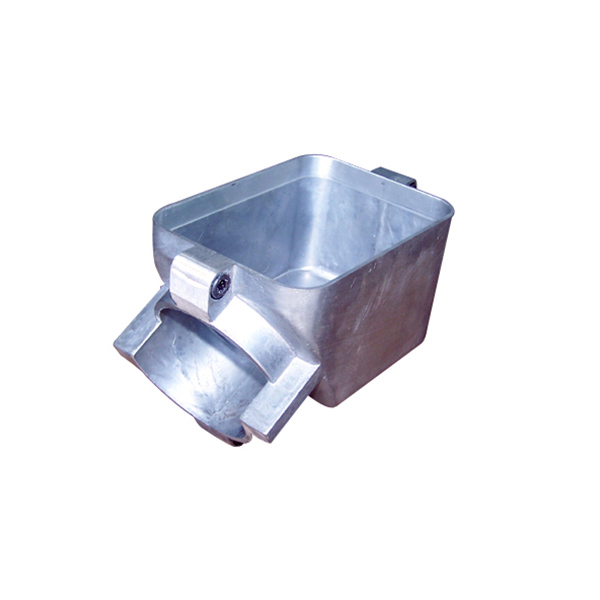
铸钢件在一般机械设备中占总质量的40% - 80%,而制造成本仅占设备总成本的25% - 30%。
大型铸钢件的焊接工艺一般如下:
大部分是坑形的,还有一些使用沙箱。
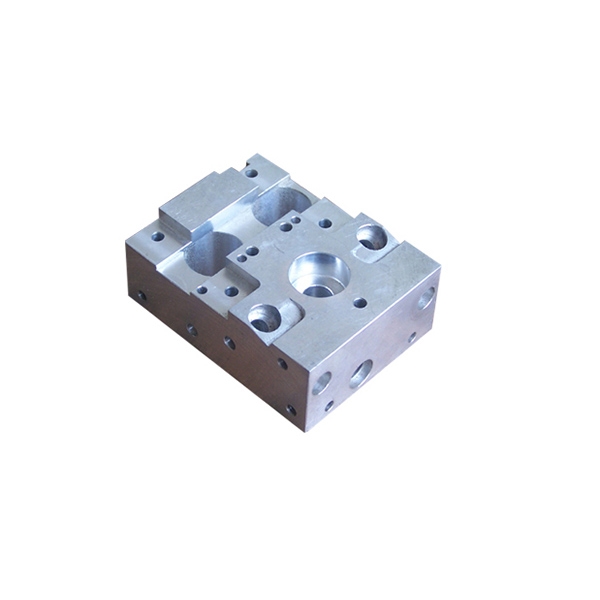
它能被冷却吗?根据钢型和产品结构,确定是采用刮刀形状还是芯形来确定收缩率。如果要装配芯型,首先要确定如何划分模具,数量便于芯型装配。
装芯时要注意尺寸和外壳。
根据热点或模量确定立管,再根据工艺成品率和有效进料距离重新计算立管。无内冷却的成品率一般为50%,冷却铁一般为62%。安全注意:应特别注意泥浆芯的强度和出气情况。
应使用保温立管和保温剂。一般使用步跑。对于探伤,可以使用缓冲流道。跑步者一般Φ100,浇注速度应尽可能地加速。重量是浇注重量的3 - 5倍。
多填料浇注应组织好冶炼、出钢顺序,并建立浇注桥。如果需要超过3包,则应准备一个座椅复合板。钢件应尽量控制每包钢水的温度基本相同,并应同时浇注。